Сопла абразивоструйные
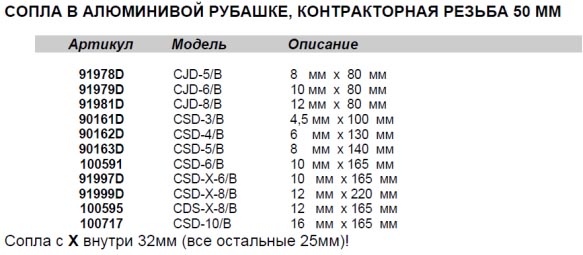
Абразивоструйные сопла VENTURI
фирмы CLEMCO
1) Сопла с карбид-кремниевой вставкой

2) Сопла вольфрам-карбидовые
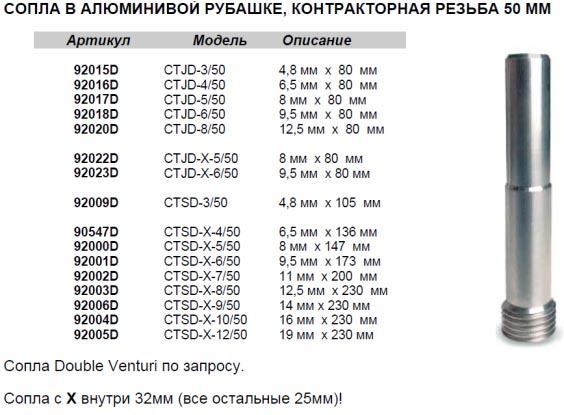

3) Сопла бор-карбидовые
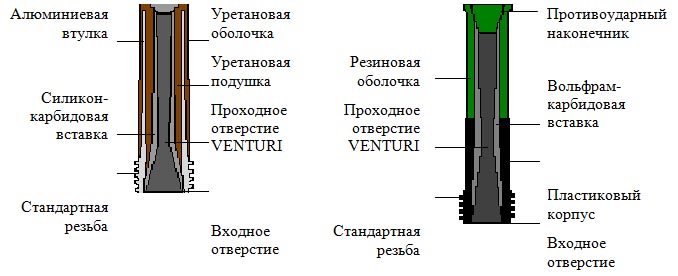
Сопла с внутренним проходным отверстием типа VENTURI значительно увеличивают скорость частиц абразива на выходе (450-650 м/сек), что позволяет повысить эффективность обработки поверхности на 30-40 % по сравнению с обычными прямоточными соплами.
Основные факторы, влияющие на правильный выбор сопла:
- тип (сталь, бетон, кирпич, пр.) и размеры (плоские поверхности, или сборные конструкции из труб или профилей) обрабатываемой поверхности
- состояние поверхности перед обработкой (легкая коррозия, окалина, старая краска, пр.)
- тип, материал и размеры частиц используемого абразива
- качество очистки или чистота поверхности после обработки (Sа3, Sа2 ?, S2, пр.)
- условия работы (легко-доступные, труднодоступные места)
- потребляемое давление сжатого воздуха
- номинальныйобъём сжатого воздуха (м3/мин), вырабатываемый компрессором
Расход абразива, потребление сжатого воздуха и скорость очистки зависят от состояния очищаемой поверхности и требуемой степени очистки.
Наиболее простой способ подбора сопла – по давлению и производительности компрессора, если его параметры соответствуют объёму предстоящей работы. В противном случае необходимо заменить имеющийся компрессор на более производительный.
Важно учитывать:
- Диаметр проходного отверстия сопла. В процессе работы сопла его внутренний диаметр будет увеличиваться за счет интенсивного износа. В этом случае возрастёт потребность абразивоструйного аппарата в сжатом воздухе.
- Увеличение диаметра сопла на 1,5 мм влечет за собой увеличения подачи сжатого воздуха при постоянном давлении на 60%. При отсутствии возможности увеличить подачу воздуха эффективность обработки поверхности резко снижается. В таких случаях изношенное сопло необходимо заменить соплом меньшего диаметра (см. Приложение 1).
- Для обеспечения эффективной работы абразивоструйного оборудования необходимо заранее позаботиться о линии сжатого до абразивоструйного аппарата (см. Приложение 1).
- Чем длиннее воздушный шланг – тем больше потери давления.
- Воздушная магистраль из правильно подобраных стальных труб сводит потери к минимуму.
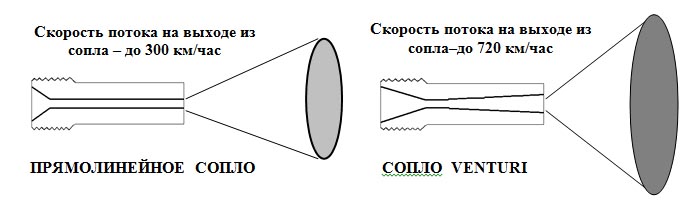
Очевидно из рисунка, что площадь потока абразивных частиц у пескоструйного сопла типа VENTURI больше, чем у стандартного прямолинейного. Скорость потока абразиво-воздушной смеси у сопла VENTURI больше в несколько раз. За счет увеличения энергии абразивных частиц увеличивается эффективность и скорость обоработки, как следствие.
ПРИЛОЖЕНИЕ 1. Приблизительные данные по расходу сжатого воздуха, скорости очистки и расходу абразива в зависимости от давления и диаметра пескоструйного сопла.
Расход воздуха, абразива, производительность - для степени очистки – Sа 2? |
|||||||||||
|
Диаметр абразивного шланга, мм |
Диаметр воздушной линии, мм |
Диаметр сопла, мм
|
3,5 |
4,9 |
5,6 |
6,3 |
7,0 |
8,0 |
Основные показатели |
||
|
19 (?") |
25 (1") |
6,5 |
130 1 1,3 |
160 3 1,7 |
180 6,5 1,9 |
200 8,0 2,1 |
225 9,5 2,3 |
250 12 2,6 |
Расход абразива (кг/ч) Производительн. (м2/ч) Расход воздуха (м3/мин) |
||
|
25 (1") |
32 (1?") |
8,0 |
260 3 2,1 |
270 6 2,9 |
300 9 3,2 |
330 12 3,6 |
380 15 3,9 |
420 17 4,4 |
Расход абразива (кг/ч) Производительн. (м2/ч) Расход воздуха (м3/мин) |
||
|
32 (1?") |
38 (1?") |
9,5 |
380 5 3,0 |
400 8 4,0 |
430 12 4,5 |
470 17 4,9 |
520 19 5,5 |
600 22 6,2 |
Расход абразива (кг/ч) Производительн. (м2/ч) Расход воздуха (м3/мин) |
||
|
32 (1?") |
50 (2") |
11,0 |
400 8 4,1 |
470 10 5,5 |
590 15 6,1 |
650 18 6,7 |
710 20 7,1 |
930 24 8,2 |
Расход абразива (кг/ч) Произвводительн. (м2/ч) Расход воздуха (м3/мин) |
||
|
32 (1?") |
50 (2") |
12,5 |
450 10 5,4 |
580 12 7,1 |
760 16 7,9 |
840 19 8,7 |
920 24 9,5 |
1200 30 10,6 |
Расход абразива (кг/ч) Производительн. (м2/ч) Расход воздуха (м3/мин) |
||
ПРИЛОЖЕНИЕ 2. Приблизительный срок службы (долговечность) различных типов пескоструйных сопел при работе с различными абразивами.
|
Продолжительность работы пескоструйного сопла в зависимости от материала внутреннего покрытия и типа абразива, (часов) |
|||
|
Материал сопла |
Стальная колотая дробь |
Кварцевый песок |
Оксид алюминия |
Карбид вольфрама(Тангстан-карбид) |
500 - 800 |
300 - 400 |
20 - 40 |
Карбид кремния(Силикон-карбид) |
500 - 800 |
300 - 400 |
50 - 100 |
|
Карбид бора (Борон карбид) |
1500 - 2500 |
750 - 1500 |
200 - 1000 |
КАКОЕ ЖЕ СОПЛО ВЫБРАТЬ?
Выбор пескоструйного сопла определяется следующими параметрами: типом используемого абразива и его твердостью, как часто производятся пескоструйные работы и какова их длительность, площадь обрабатываемой поверхности, условия пескоструйной обработки.
Карбид Вольфрама “tungsten carbide”– позволяет использовать сопло длительное время на таких абразивах, как песок и минеральный шлак. Более экономичные, чем сопла из оксида алюминия из-за повышенной износостойкости. Отличаются слегка увеличенным весом. Не все сопла из карбида вольфрама одинаковы. Износ сопел и их эффективность зависят от толщины стенок твердосплавной вставки и твердости абразива.
Карбид Кремния “silicon carbide”– сопла, близкие по характеристикам к боркарбидовым. Очень экономичные и износостойкие. Срок службы сопел со вставкой из карбида кремния при использовании высокотвердых абразивов (корунд, колотый чугун, никельный шлак) немногим больше, а вес почти в три раза меньше, чем у сопел из карбида вольфрама, что весьма важно для пескоструйщика при длительной работе.
Карбид Бора “boron carbide” - в сочетании с правильно выбранными параметрами по подаче воздуха и абразива - эти сопла имеют наибольший срок службы. Наиболее устойчивы для агрессивных типов абразива и превосходят по стойкости карбидо-вольфрамовые сопла в 5 -10 раз, а карбидо-кремниевые – в 2 – 3 раза. Единственный недостаток – высокая стоимость.